像这样的外螺纹在车床上怎么加工?在车床上加工螺纹的G指令一共有三个。
·第一个是G32,G32和G1、G0是一样的,走直线不会退刀。
·第二个G92,G92是带循环的。
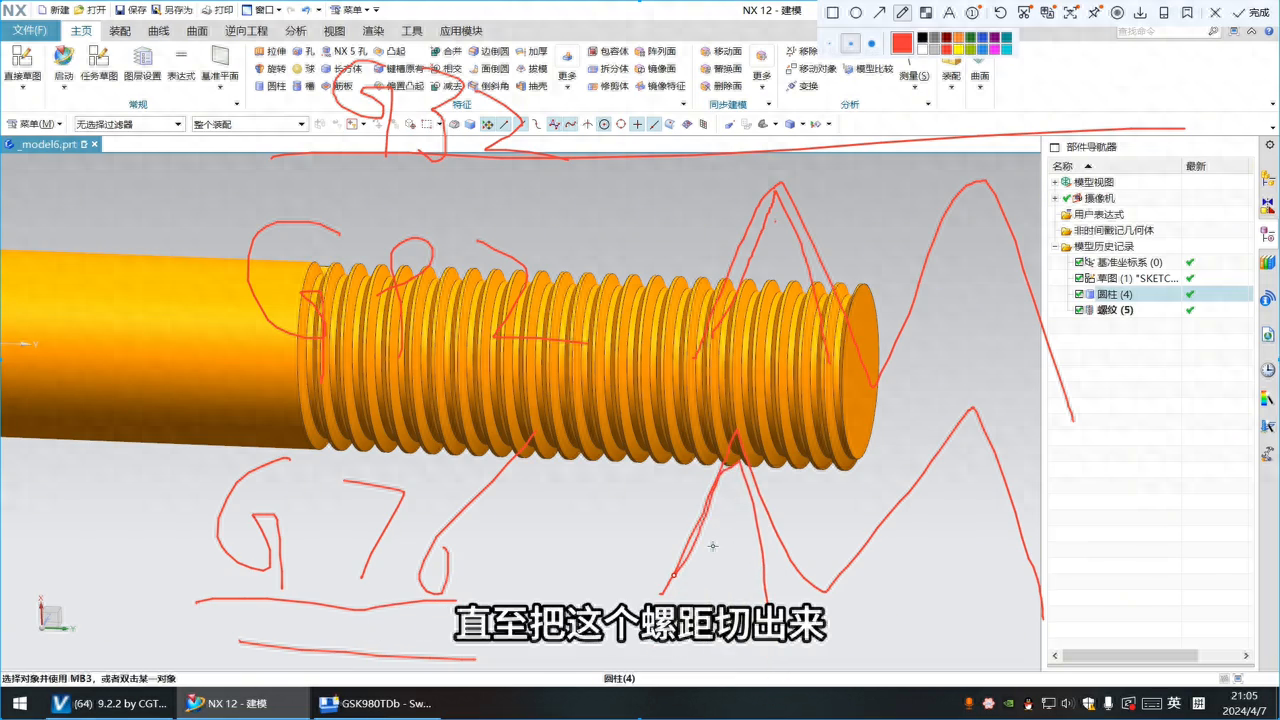
·第三个G76,G76和G92不一样的是当螺距大于3个毫米的时候一般采用G76,它们的进刀方式不一样,比如这是螺距,这个是刀。G92切削是双刃切削,进刀是这样的,一直一层一层的往里面进。而G76进刀,比如这个是螺距,这个是刀片。G92、G76进刀是这样一边一边的切削,切很多刀直至把螺距切出来。
现在看一下G92的编程方式,看一下螺纹的大小,大径是20,小径是17.5,螺距是2.5。
·打开G92程序,程序已经编写好了,S300、M3主轴正转,这里还有选择道具T0101,调用1号刀具G99,每转进给G0定位到X22Z3。吃刀量50丝Z负50的螺距,退刀M30,程序结束,保存这个程序。
·打开车床,新建一个程序,在编辑模式下选择052换行,把程序导进来,打开,选择G92,打开,选择循环,启动,单段模式。

·打开一层一层的看,选择自动模式,主轴正传,换刀T0101,快速定位到X22Z3,把这里细节放大一点,切削第一刀,切削第二刀,切削第三刀,切削第四刀,再切一刀,最后再循环一刀,然后G0Z200退刀,M30程序结束。
这样外螺纹在车床上就加工出来了。



