深孔钻床被广泛地使用于各种汽车零部件如刹车泵、方向机、减震器系统活塞主孔钻削加工,是大批量生产深孔零件的理想设备。
深孔钻削定义
深孔按孔深与孔径之比(L/D)的大小
通常可分为一般深孔、中等深孔及特殊深孔三种。
L/D的比值越大加工起来就越困难。
L/D>5,属于一般深孔,常在钻床或车床上用加工。
L/D=20--30,属于中等深孔,常在深孔钻或车床上加工。
L/D=30--100,属于特殊深孔,必须使用专用深孔钻床上加工。
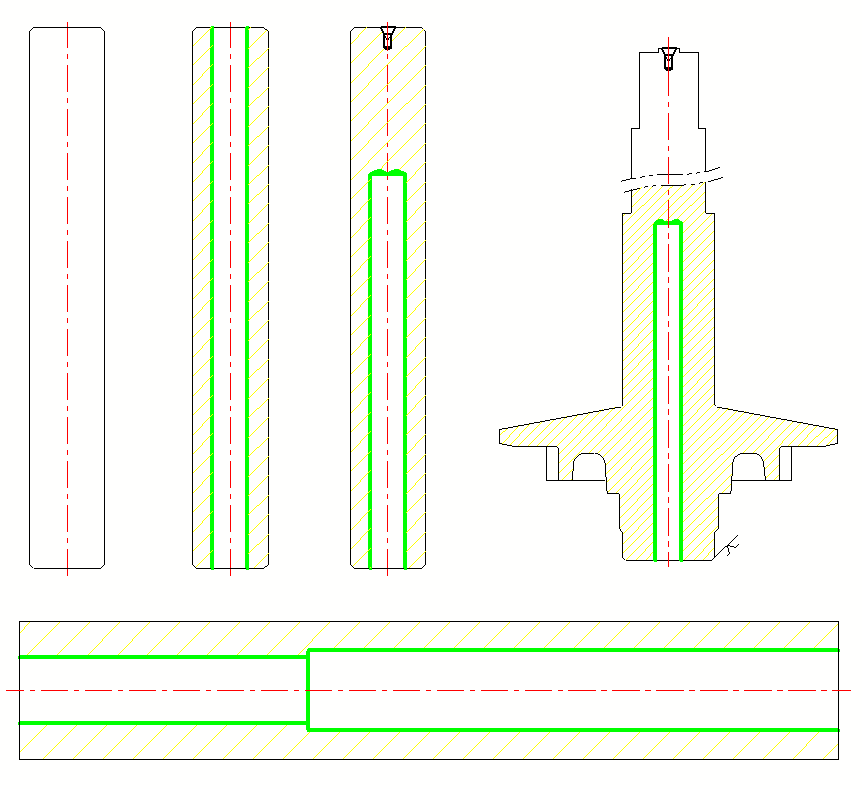
专用深孔加工技术
枪钻系统
•适用于小直径。
•通过使用一个预钻削的导向孔,
•能够很简单地在加工中心进行应用。
•要求高冷却液压力。
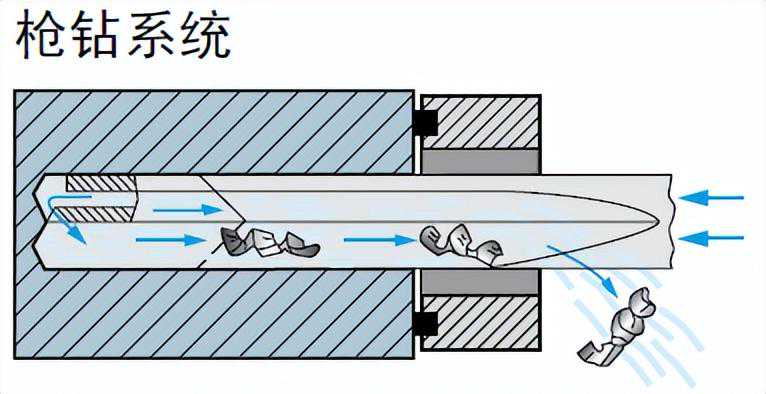
枪钻系统
单管钻系统:
•适合不锈钢和低碳钢等切屑形成差的材料中使用。
•在长时间生产时具有更多的优点。
•加工特别长的工件时一致性好。
•适用于直径大于25mm的孔。
•要求专用深孔钻削机床。
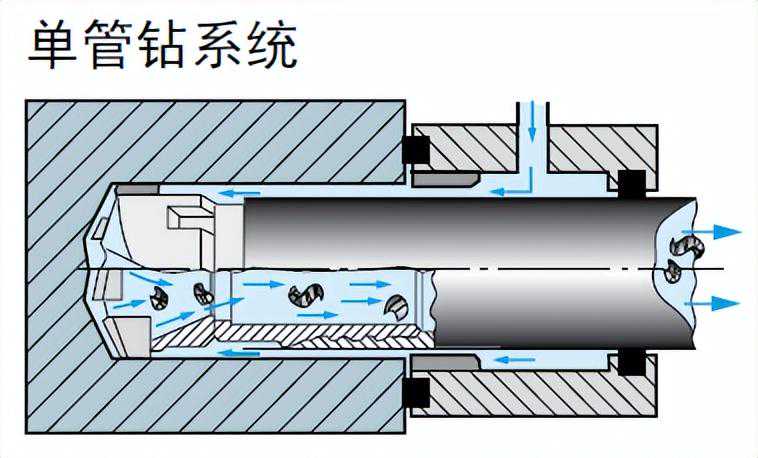
单管钻系统
喷吸钻系统:
•在工件和钻套之间不需密封。
•易于适应现有机床,特别适合普通车床、车削中心、
卧式镗床和加工中心。
•用于加工可能出现密封问题的工件。
•它有一个优点,这就是它可以直接使用已预钻的孔,
而不需用钻套来导向,例如在机械加工中心。
•系统复杂,使用成本较高
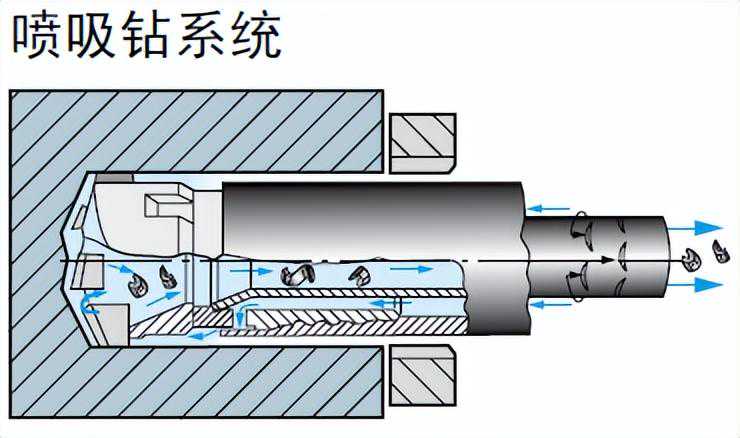
喷吸钻系统
钻孔直线度
钻孔直线度依赖于许多因素,例如:
–孔径与孔深
–加工方法和切削参数
–材质及其均匀性
–钻套安装等
切削液的选用
切削液类型
切削油:油式冷却液可显著改善刀具的使用寿命并可获得一致的断屑性能,它比采用乳化液更为方便简单。
乳化液:非常适合于高速加工工序,也适合于多个机床由一个中心供应冷却液的场合。它们也可在使用期间用于清洁工件,但油却不可用于清洁工件。
但是,其配制过程是相当复杂的,并且还必须谨慎的监控和维持其混合属性,即便是机床空闲或使用期间。
推荐值
切削油:根据上述原因,油作为推荐的首选:
–更长的刀具寿命。选择切削油还是乳化液的差别非常显著。通常,应用切削油,刀具的使用寿命可延长达30%。
–更好的断屑一致性和更宽的断屑范围。
–当应用乳化液时,如果机床连续使用,则有停滞的危险。当机床闲置时,冷却箱应当通风,以防止乳化液失去活性。
乳化液:作为推荐的第二选择。
主张应用乳化液时应基于下述几点:
–如果钻削在生产线上或有中央系统的一些机床上进行,
则使用纯切削油将变得复杂,不得不使用乳化液时。
–可以在加工过程中应用乳化液来清洁工件。如果使用油
类,在下一道工序或入库前,有时需要清洗工件以去除油层。



