大家好!我是江郎,一个发奋学习的维修工。
在数控编程中,机床的快速移动倍率(G00)一般在加工时候都是100%的,目的自然是为了可以更高效的生产。但是,在“偶尔”的情况下也需要对其进行限速。

例如江郎在维修FANUC“小黄机”的时候,经常会遇到“会跳舞的CNC”,有时候没时间去处理的话,应急的办法就是对G00进行降速。那么,你会对“G00快速移动速率”进行降速限制吗?
有的朋友会想到,直接修改的参数不就可以吗?没错,这种方法的确是可行的。本期江郎将罗列一下这些方法,着重介绍一下“如何使用M代码来限制G00快速移动速率”。
方法一:修改参数我们可以修改参数来实现限速,如果程式里有赋值,请修改程式里的赋值。
我们可以通过操作面板上的倍率进给开关,来进行限速,如下图这三个按键
而有些朋友还会问,加工执行M30完毕后,选择的25%自动会跳成100%了,怎么办?解决问题的办法也非常简单,修改PMC1梯形图很容易就做到,但是并不推荐这样去做。
因为此种方法限速的不光是G00快速移动速率,而是整个进给(F)都会进行限速,锁定会极大的影响到产品的加工CD。
方法三:使用M代码进行G00限速相信这种方法很少有人知道,也是本期江郎主要介绍的内容。下面就具体说一说如何用M代码进行G00限速:
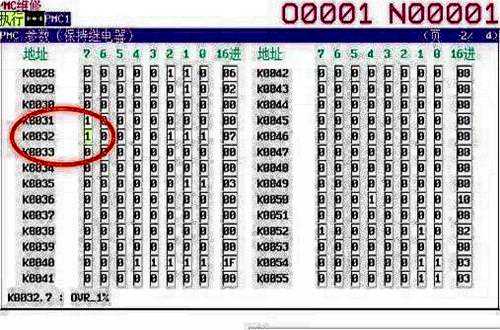
1、首先我们将K参数设置如下,将K32#7=1,如下图
2、我们通过M代码来限速,它的格式为:M47C**;(C=0~100)即可在程序中设定或变更快速移动速度。C表示倍率值。
特别注意:
当执行M47C**时,操作盘上的倍率选择按钮指示灯会闪烁点亮。如程式中执行M02或者M30时,快速移动速度即被取消。通过操作盘上的复位按钮输入了复位的情况下,快速移动速度也会被取消。
M47指令在通过操作盘的快速移动倍率选择而选择了100%的情况下,系统以所指令的倍率值动作。在倍率选择为50%时,指令了M47C50的情况下,实质为25%的倍率;在面板倍率选择为100%下,指令了M47C10的情况下,实质为10%的倍率。
小结通过以上内容,我们可以学习到如何去限制G00快速移动速率,尤其是如何使用M代码去限速。当然,可能还有其他的方法,例如宏程式指令赋值,PMC锁定等……欢迎大家留言探讨,互相学习。
(感谢阅读!支持作者记得转发、点赞哦!)
——END——



