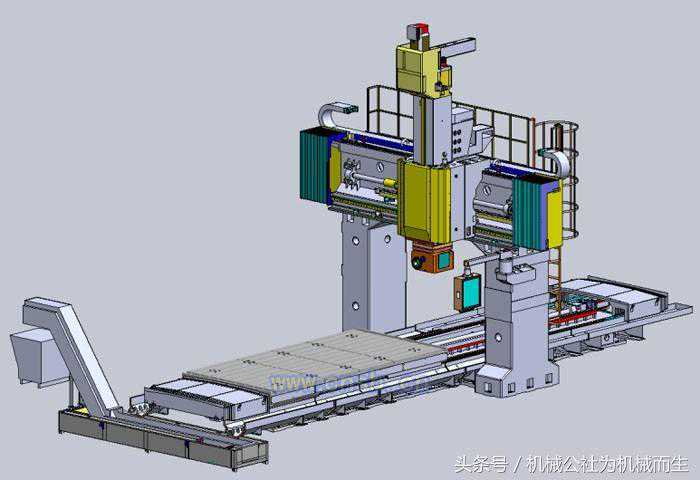

铣床或加工中心的铣头部件是实现机床切削工件的最终部件,现有铣头的加工主轴一般为卧式或立式的单一形式,在采用卧式主轴的铣头往往需要加装分度机构以实现主轴角度的调整,从而实现多面加工,实践证明,现有的分度机构在结构上仍有不足之处,需加以改进。
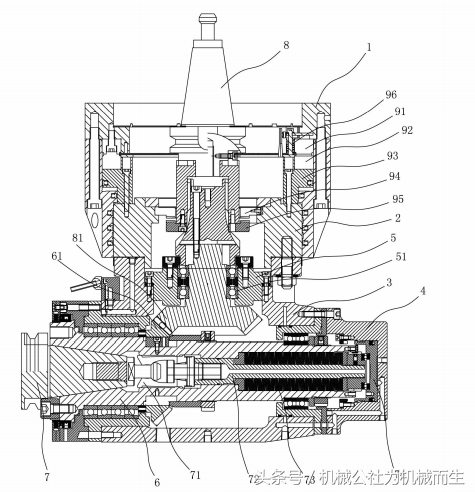
包括铣头座1、垂直布置于铣头座1上的垂直传动轴8、可绕垂直传动轴8转动并可垂直上下移动地设置于铣头座1上的回转套2、固定设置于回转套2上的主轴壳体4、水平布置于主轴壳体4上的卧式主轴6、自动分度机构、以及自动装卸刀机构,主轴壳体4通过连接座3与回转套2连接,连接座3中设置有轴承座5,轴承座5上设置有与垂直传动轴8相配合的轴承51,垂直传动轴8与主轴6之间通过伞形齿轮81、61相互传动。
自动分度机构包括设置于铣头座1上的油缸、固定安装于垂直传动轴8上的固定齿轮95、固定安装于回转套2上可与固定齿轮95相啮合的活动齿轮94、固定安装于铣头座1上的固定齿盘91、固定安装于油缸活塞体93上可与固定齿盘91相啮合的活动齿盘92,油缸的活塞体93与回转套2固定连接并可驱动回转套2沿垂直方向在回转位置和固定位置之间移动,油缸中设置有弹簧96用于使活塞体93快速下降,当需要调整主轴6角度时,油缸的活塞体93向下移动,使回转套2向下移动至回转位置,这时固定齿轮95与活动齿轮94相啮合、固定齿盘91与活动齿盘92分离,垂直传动轴8缓慢旋转驱动回转套2转动,当达到目标位置时,油缸的活塞体93向上移动,使回转套2向上移动至固定位置,这时固定齿轮95与活动齿轮94分离、固定齿盘91与活动齿盘92相啮合,回转套2固定,完成回转动作。

自动装卸刀机构,包括活动设置于主轴6中的内顶杆72、设置于内顶杆72前端的拉爪71、套设于内顶杆72上的蝶形弹簧73、连接驱动内顶杆72沿主轴6轴向移动及碟形弹簧73收缩的油缸74,在换刀时,油缸74驱动内顶杆72向前移动且碟形弹簧73压缩,这时拉爪71松开,取下旧刀,然后将新铣刀的刀柄7放入拉爪71中,在油缸74及碟形弹簧73的弹力作用下,内顶杆72向后移动,拉爪71夹紧铣刀的刀柄7,完成换刀动作。



