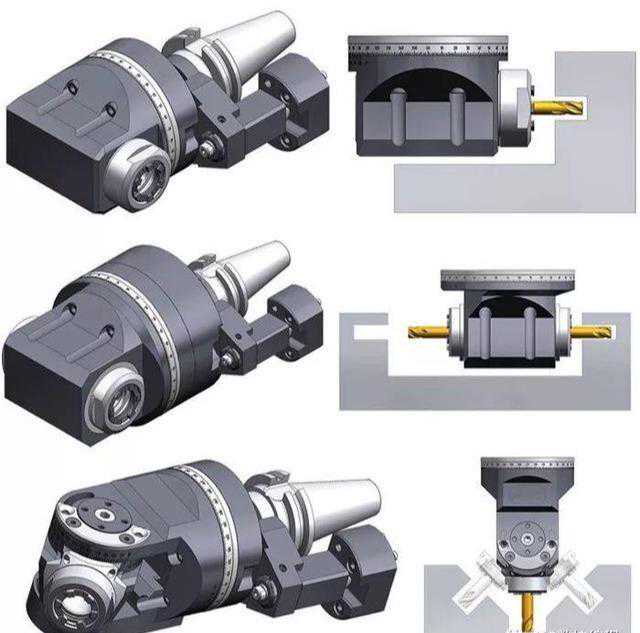
①什么是角度头。如下图:

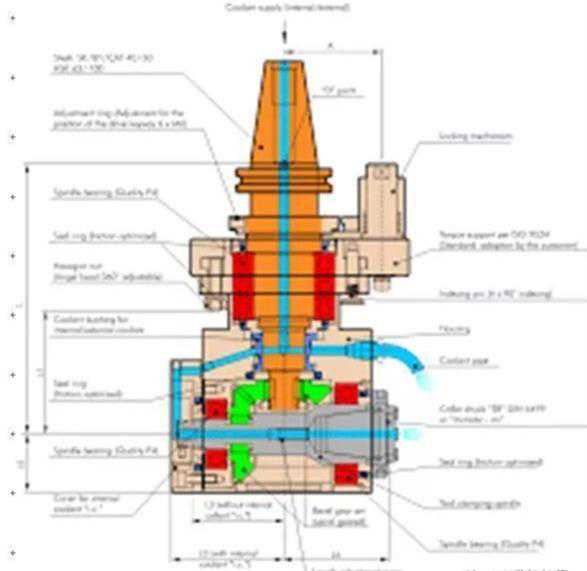
②角度头的结构(来自网络)。
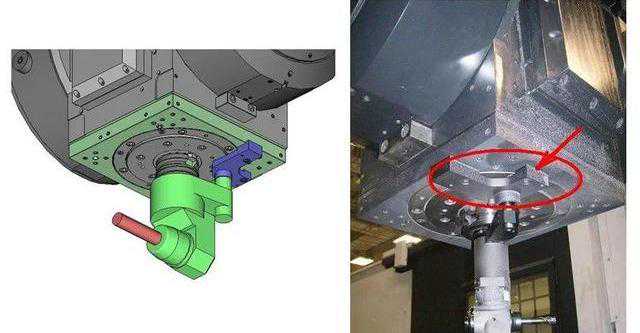
③角度头怎样与机床主轴(spindle)连接。
④角度头的应用。


⑤角度头的方向(这种角度头有称之为侧铣头)。
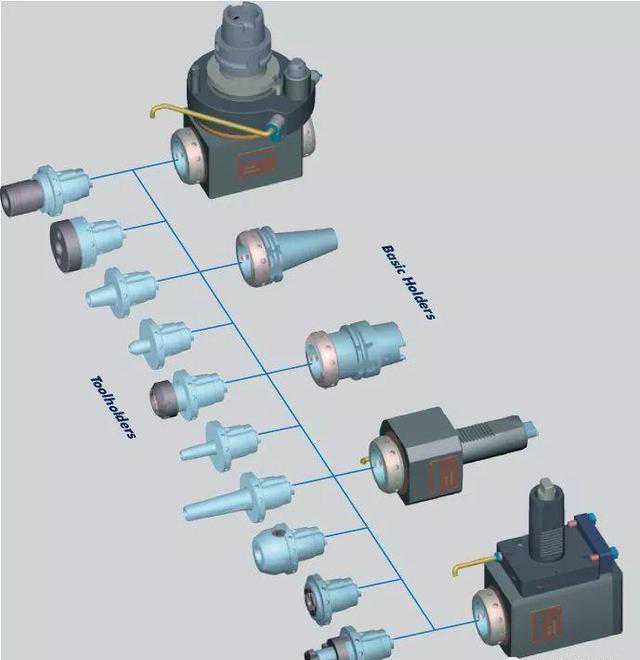
从角度头与主轴的连接可以看出,当主轴定位后(如M19),通常角度头的朝向只有一个,所以在加工几个方向时需要几个角度头(如上图5个角度头)。但是即使是一个方向,可以用多种刀具。
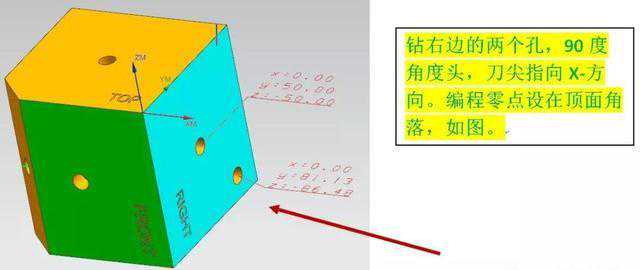
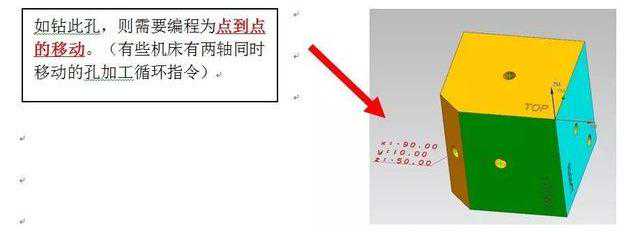
⑥角度头的编程举例。
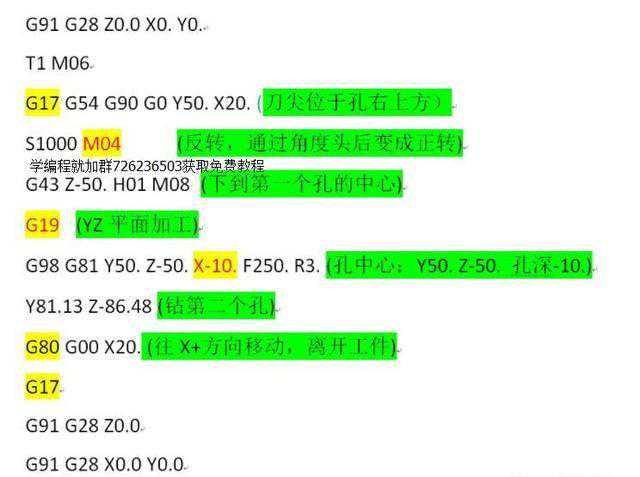
代码:
G40G90G80G49
T1M06
(刀尖位于孔右上方)
S1000M04(反转,通过角度头后变成正转)
(下到第一个孔的中心)
G19(YZ平面加工)
(孔中心:孔深-10.)
(钻第二个孔)
G80G00X20.(往X+方向移动,离开工件)
G17
M30
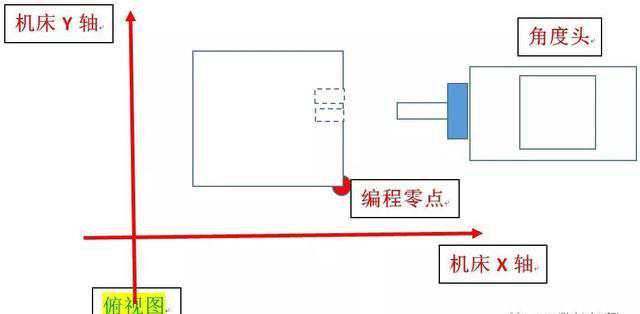
⑦角度头的长度读取与加工坐标的设置。
问题:如下图,机床是怎样读取角度头的横竖长度(VH)的呢?

先看坐标的设置:
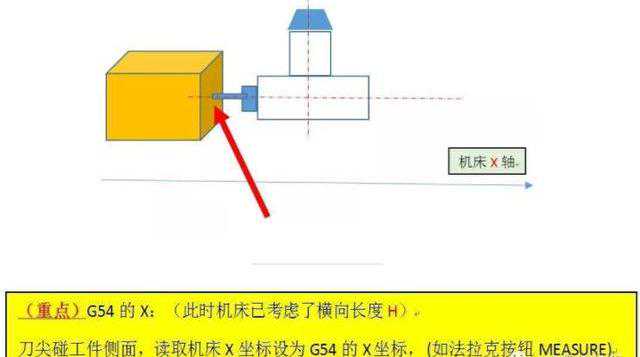
(重点)G54的X:(此时机床已考虑了横向长度H)
刀尖碰工件侧面,读取机床X坐标设为G54的X坐标,(如法拉克按钮MEASURE)。

(重点)G54的Z:(此时机床已考虑了竖向长度V)
刀径碰工件顶面,读取机床Z坐标,再下降一个半径值,设为G54的Z坐标。

G54的Y坐标设置:
刀径碰工件前面,读取机床Y坐标,再移动一个半径值,设为G54的Y坐标。与一般设定一样。
总结:
1.角度头的长度是通过设置坐标来计算在内的,(可以不必知道角度头的横竖准确长度VH)。
2.简单的角度头在主轴定位后,通常只能加工一个方向。
⑧加工面不平行机床轴向。
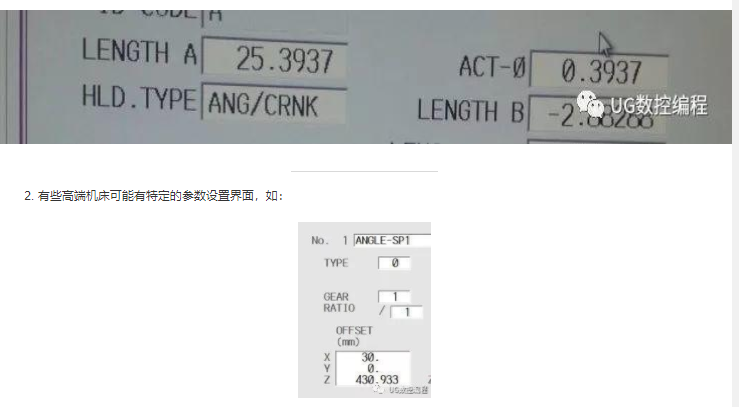
⑨机床的可选项功能(option)。
1.有些高端机床可能有角度头的参数设置,如横竖长度。
⑩机床的附件(attachment)。
1.以上所讲是比较小的角度头,可以考虑直接从刀库自动换刀,有些角度头尺寸较大,如下图,称之为附件。通常这种附件是有附加的存储空间(attachmentroom).

附注:
1.可调角度头。
如下图,这种角度头的编程通常用到宏程序读长度补偿。
2.角度头的软件编程。

角度头的编程通常用到宏程序读长度补偿。如果软件后处理得当,最好是软件编程,通过软件来考虑长度补偿。



