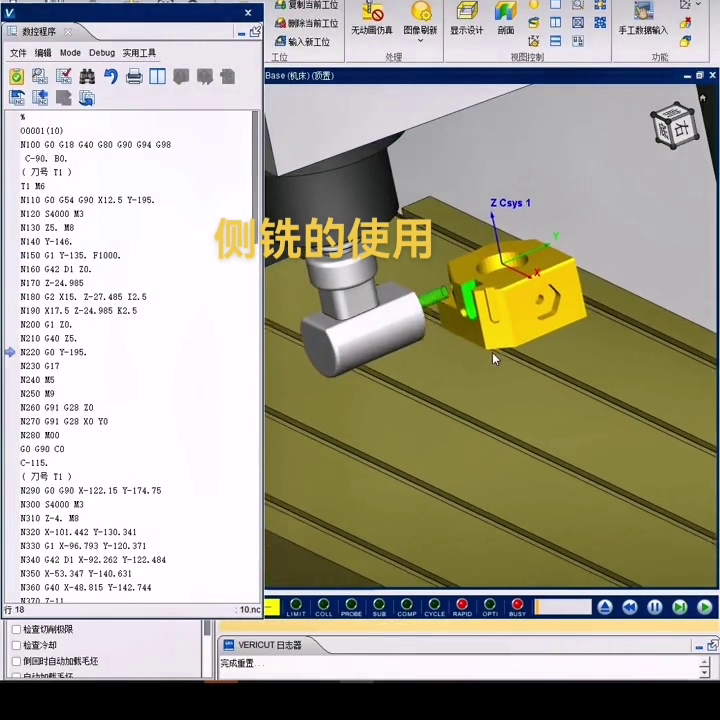
侧铣的使用。跟各位聊一下关于侧起头加工,多个角度的情况下,我们该怎么去处理?
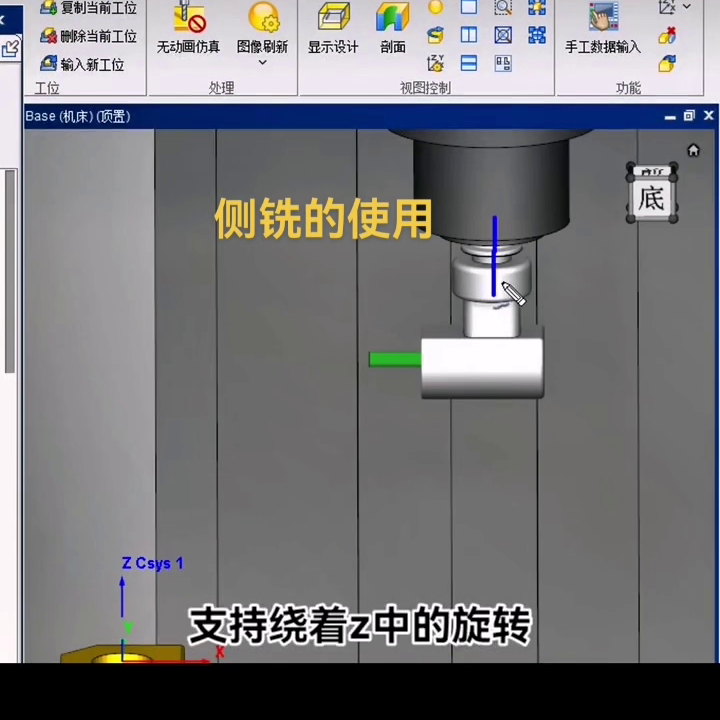
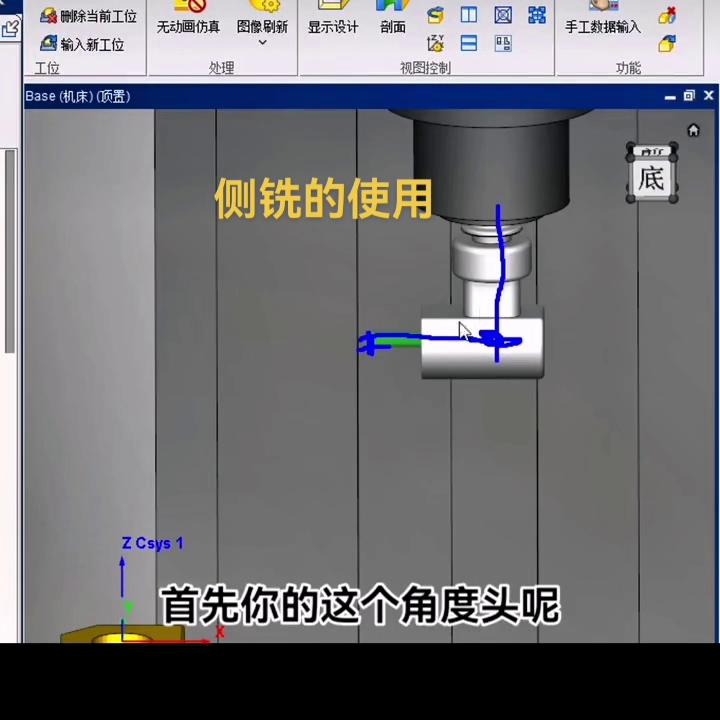
首先你这个侧起头支持绕着居中的旋转,也就是说上面有刻度,可以用手动进行旋转。只有满足第一要素的情况下,才可以多个角度的进行加工。那这里面有个关键点,就是该怎么去对刀呢?
对刀点在哪个位置?注意了不要去对刀尖位置。对刀顶的是刀具中心,主轴中心相交顶这个位置,对刀顶在这个位置。这个位置该怎么去找到?
这个很简单,你对刀具的侧面往下面降半径。然后你还得知道刀长的位置。首先这个角度头有一个图纸,它会告诉你端面的地方到中心的距离,那你直接去碰一下。找块料直接去碰一下,然后你就知道这个长度的,再加这个长度我们就知道了。对刀对刀的时候是跟三轴对刀的时候是一样的,这个分钟的时候找坐标的时候,跟三轴是一样的,你可以在中心位置去拉单边。
找好之后五轴定面的方式去编程就可以了。指边侧壁的刀入90度的位置,创建平面去编就可以了。
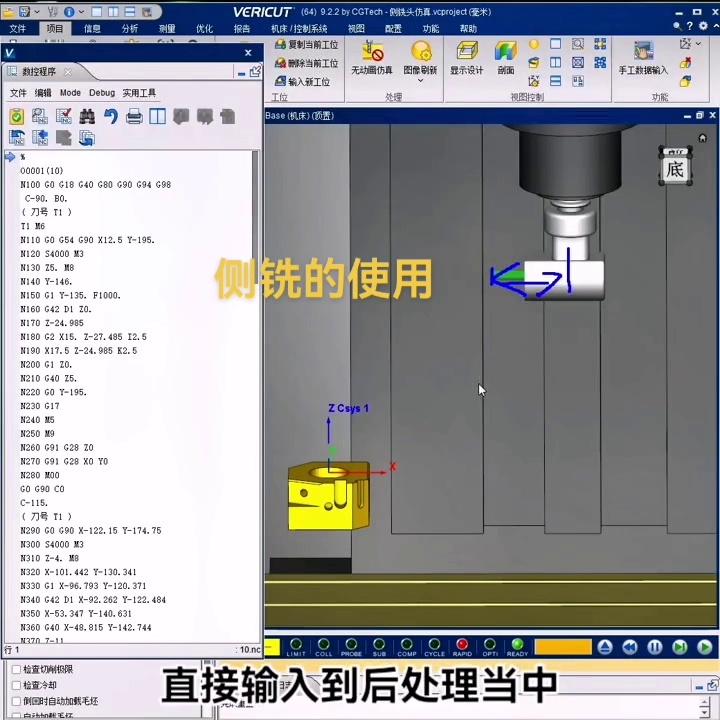
编好之后有两种处理方式,是在后处理当中直接输入百长值,刀尖位置到中心位置的距离,直接输入到后处理当中,会弹窗输入进去。
第二种,就是可以通过红程序的方式补正。这两种方式都行。我们这个重庆就已经补正好了,然后我们来做一个测试来看一看。
首先人为转到90度,然后操作员继续去转角度,这边就继续暂停,然后转角度,基本上就如此。关于细节就如此了,那其他的后处理这方面的东西,就需要去定制了,找专业的人士去修改就可以了。