
LEADWELLT-5全机能斜床身数控车床
某单位4台2010购买的台湾(杭州)丽伟T-5型全机能数控车床,搭配了台湾旭阳CLT-63-8T液压刀塔。

CLT-63-8T液压刀塔
由于使用年限较长,4台机床的刀塔都发生过不同程度碰撞,致使刀尖中心偏移,不是高就是低,加工出端面都留有小尾巴。
现在这台机床刀塔中心偏高,初步推测刀盘有些偏移,松开刀盘紧固螺丝,使刀盘顺时针转动,打表检查,变化不大,可能定位盘也发生偏移。

CLT-63-8T液压刀塔刀盘与动齿盘

CLT-63-8T液压刀塔定位齿盘
拆卸下刀盘,露出定位齿盘检查,松开固定螺丝,又拔两个定位销,一个拔出1mm,就拔不出来了,另外一个在拔出的过程中,螺丝又断在销子里面,现在可以确认定位盘错位,定位销受到较大剪切力变形,只要拔出定位销更换,就可以恢复刀塔定位精度。但是目前没有更好方法拔出定位销,只能解体刀塔,拆下主轴总成,才好取定位销。
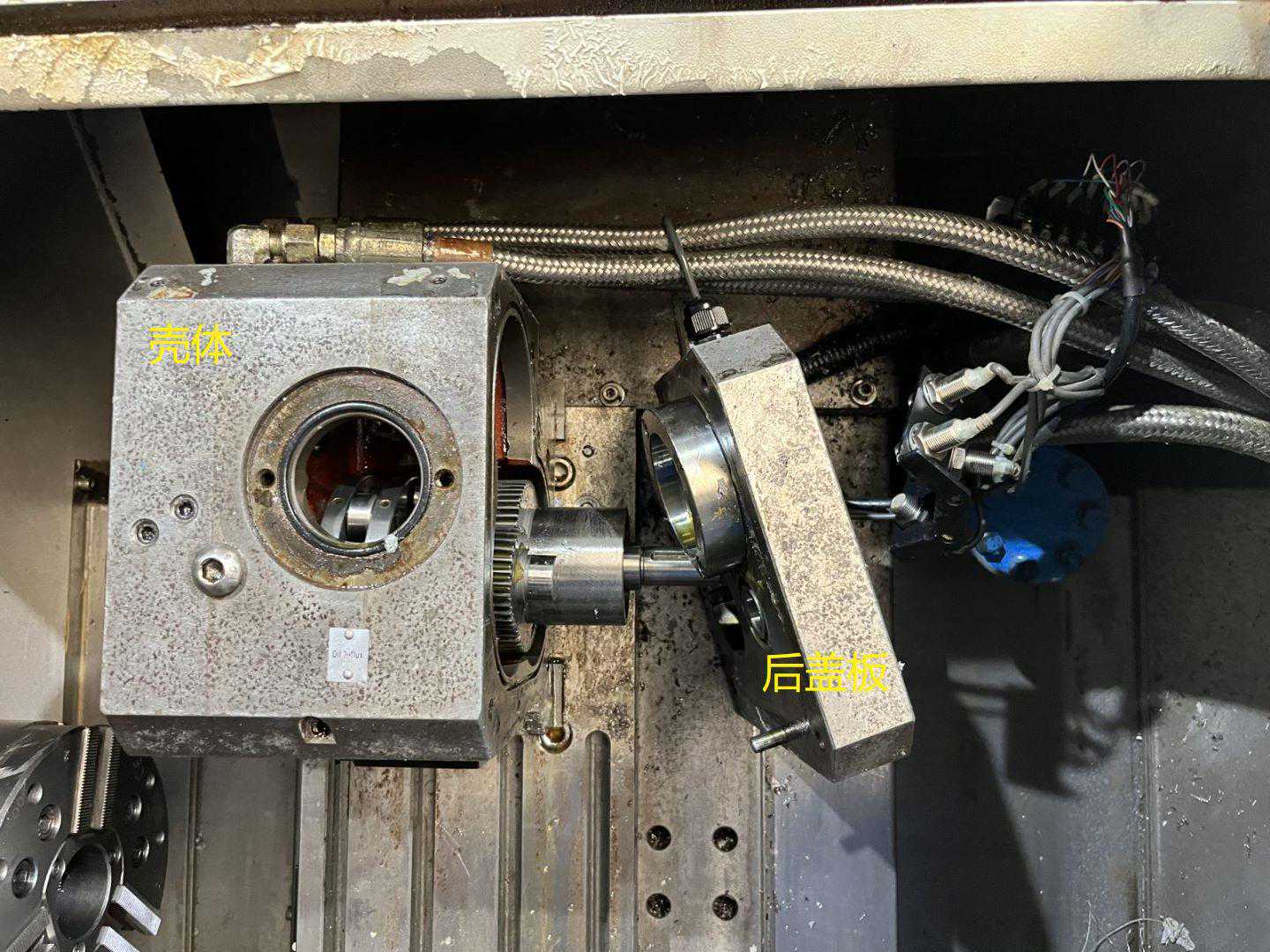
拆下液压马达、后罩、传感器、感应凸轮、后盖板,如上图。

CLT-63-8T液压刀塔刀塔位置、松开、锁紧传感器

CLT-63-8T液压刀塔信号检测凸轮

CLT-63-8T接线端子
又取出齿轮、凸轮轴、滚轮总成、主轴总成,如下图:
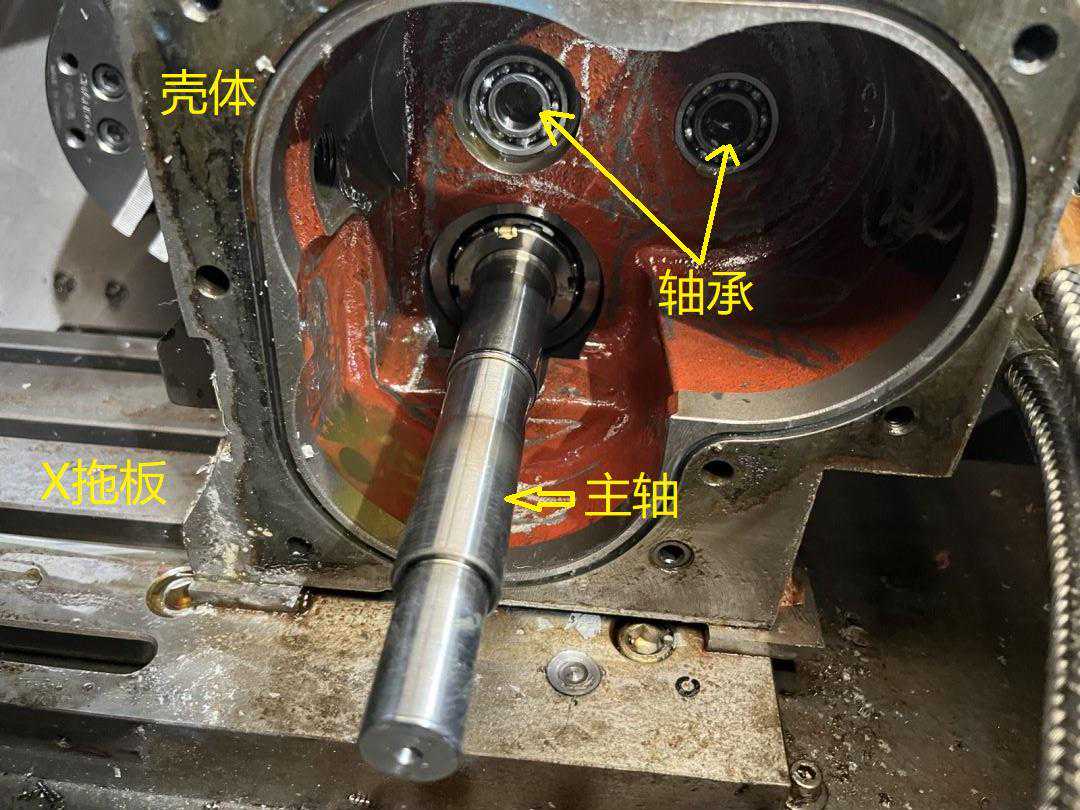
LCT-63-8T刀塔凸轮总成、滚轮总成、主轴总成位置关系

CLT-63-8T液压刀塔壳体
CLT-63-8T液压刀塔零部件
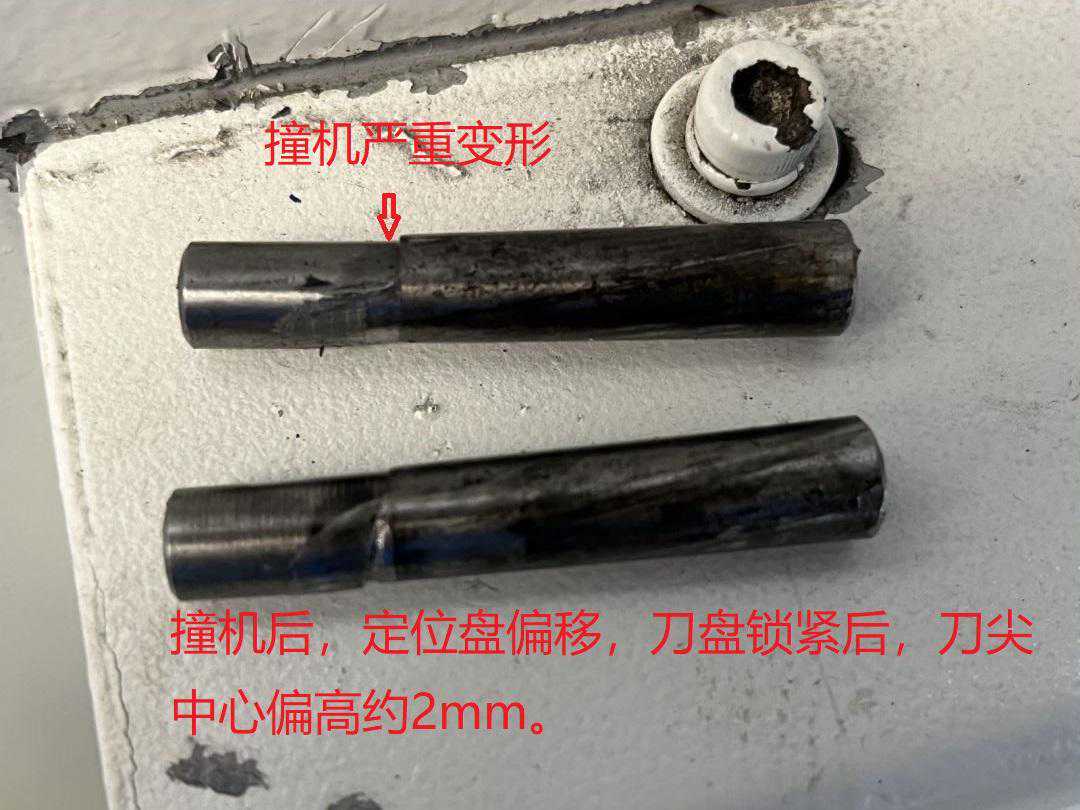
拆下主轴总成,用铜棒敲击定位销,才拆下来,已经变形严重,如图:

CLT-63-8T液压刀塔定位盘定位销
购买两个M8*70锥销,重新装配好刀塔,打表检测各项精度指标达到要求。还有3台刀塔也要维修,另外肯定还存在主轴轴线偏移问题需要处理。
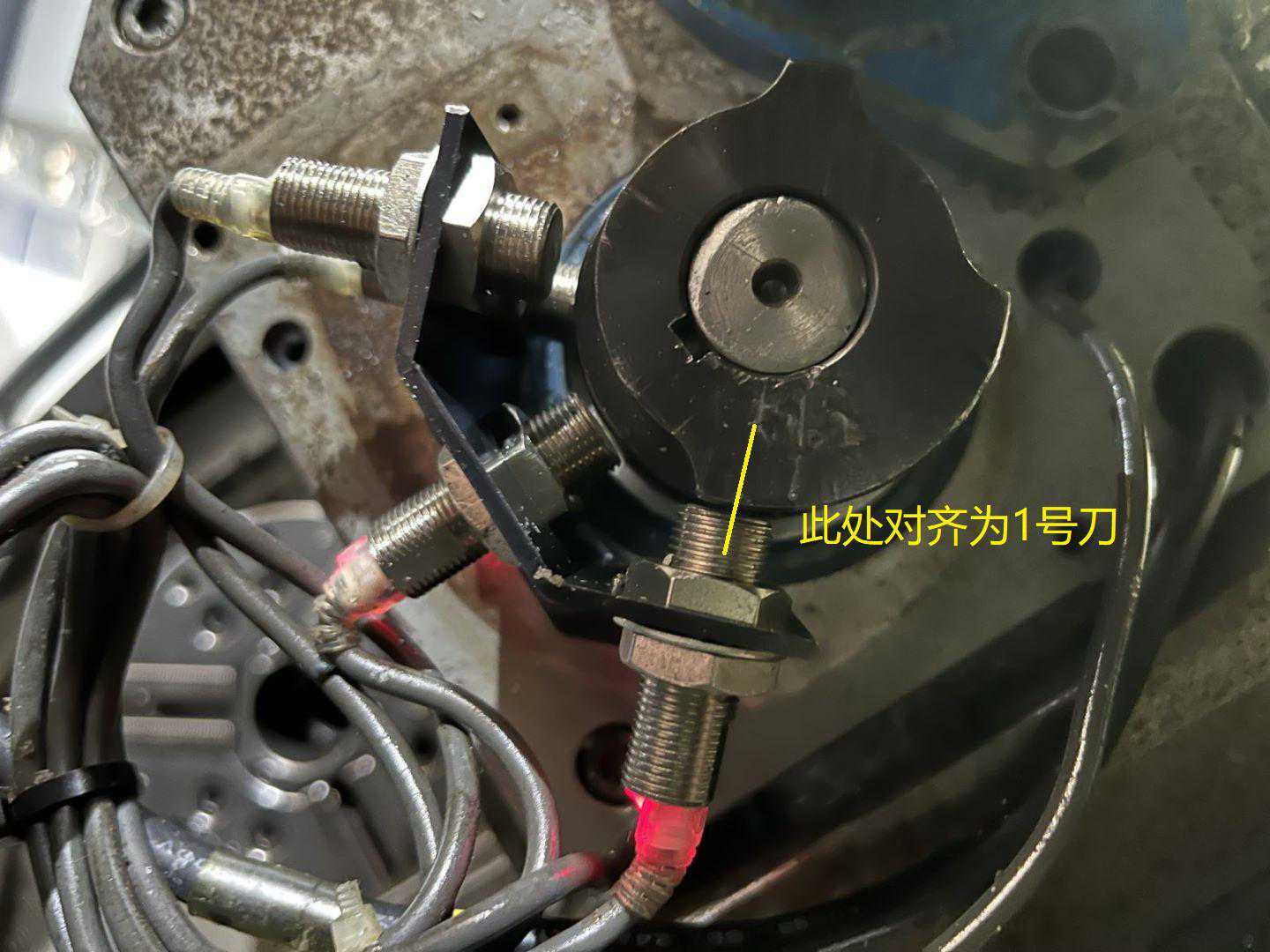
注意:在装配时,一定要注意凸轮和感应凸轮之间的位置关系,否则刀塔工作不正常。凸轮半圆要正对后盖板感应开关E,使PMC地址=1。
凸轮与感应开关对正
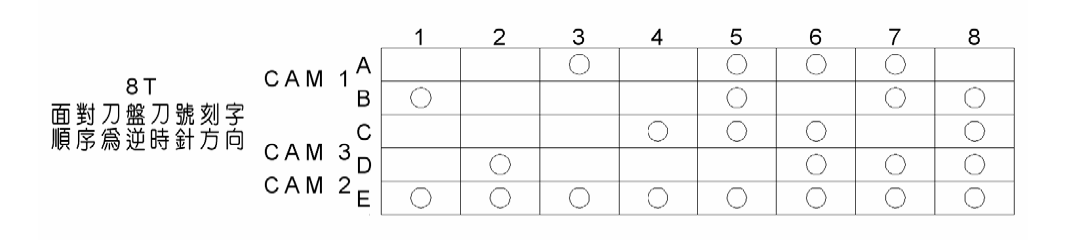
感应凸轮对应任意刀号正确位置,PMC地址:开关A,开关B,开关C,开关D,动作信号顺序为8T逆时针方向。
分度凸轮当前位置是1号刀
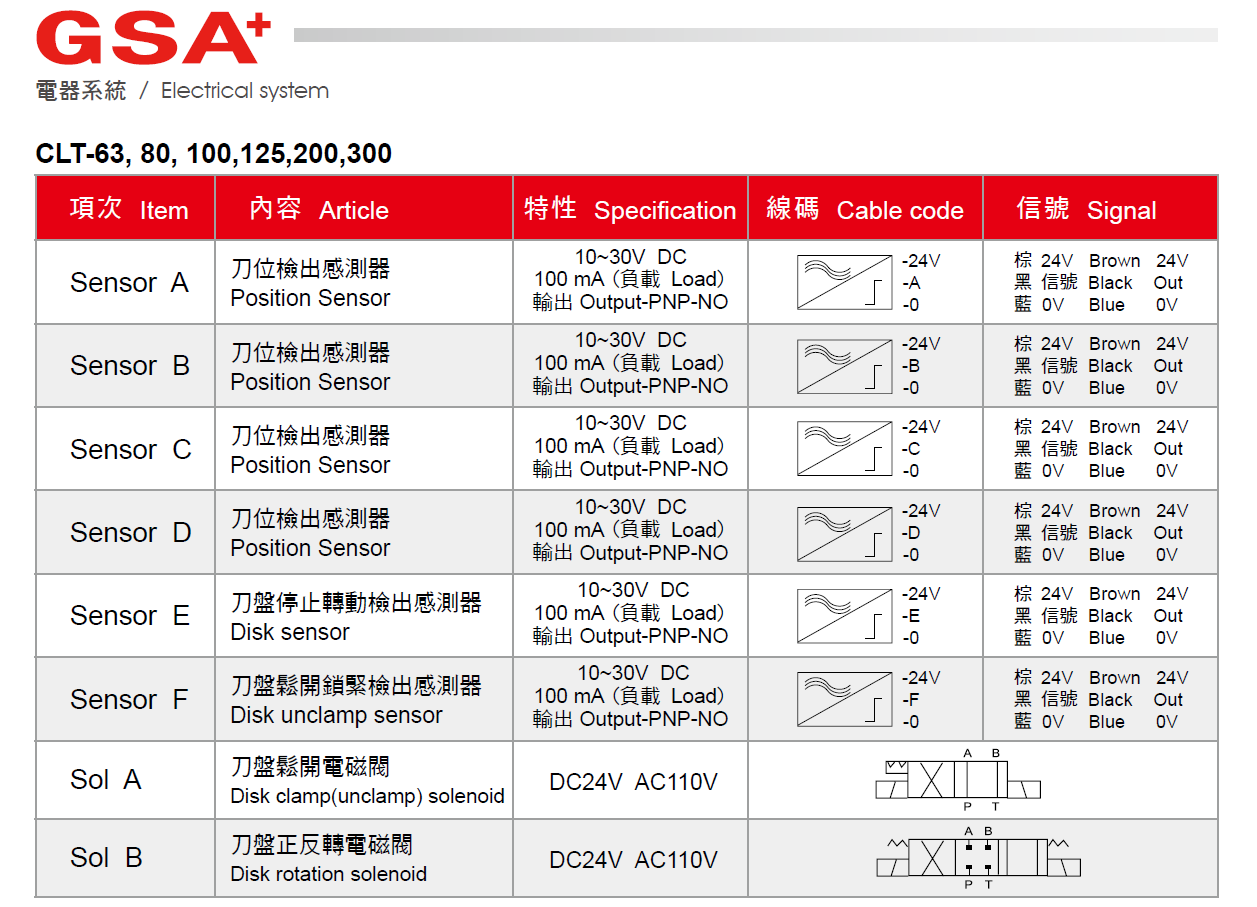
CLT-63-8T传感器名称

CLT-63-8T刀具号编码
平行度检测
垂直度检测
检测方式另见:IEEPOT232S/100-12伺服刀架维修调整实例



